A homogenizer is an industrial machine designed to create a uniform and stable mixture by reducing the size of particles or droplets within a liquid. It plays a vital role in industries where product consistency, stability, and quality are essential, including food processing, pharmaceuticals, cosmetics, biotechnology, and chemical manufacturing.
Unlike conventional mixers that simply blend ingredients together, a homogenizer applies intense mechanical forces to break down particles into much smaller and more evenly distributed sizes. This process improves product texture, prevents phase separation, and increases the stability of emulsions and suspensions.

How Does a Homogenizer Work?
The operating principle of a homogenizer is based on applying high mechanical energy to a fluid. As the material passes through the homogenizing zone, it experiences a combination of shear forces, turbulence, cavitation, and impact. These forces break large droplets or solid particles into microscopic sizes and distribute them uniformly throughout the liquid.
The result is a homogeneous product with improved physical stability, smoother texture, and more consistent performance.
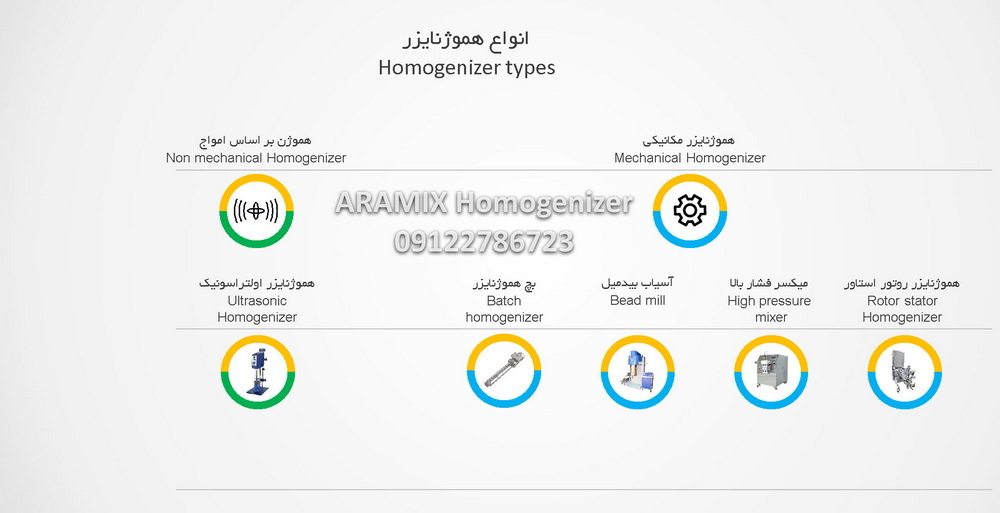
Main Types of Homogenizers
Different industries require different homogenization technologies. The most common types include:
High-Pressure Homogenizer
A high-pressure homogenizer forces liquid through a very narrow valve at pressures that can exceed several hundred bars. The sudden pressure drop generates intense shear and turbulence, producing extremely fine particle sizes. This technology is widely used in dairy processing, pharmaceuticals, and biotechnology.
Rotor-Stator Homogenizer
Rotor-stator homogenizers use a rapidly rotating rotor inside a stationary stator. As the material flows through the small gap between them, high shear forces efficiently disperse and emulsify the product. These machines are commonly used in cosmetics, food production, paints, and chemical processing.
Ultrasonic Homogenizer
Ultrasonic homogenizers generate high-frequency sound waves that create microscopic cavitation bubbles. When these bubbles collapse, they release enough energy to disrupt particles and even break biological cells. They are frequently used in laboratories and research applications.
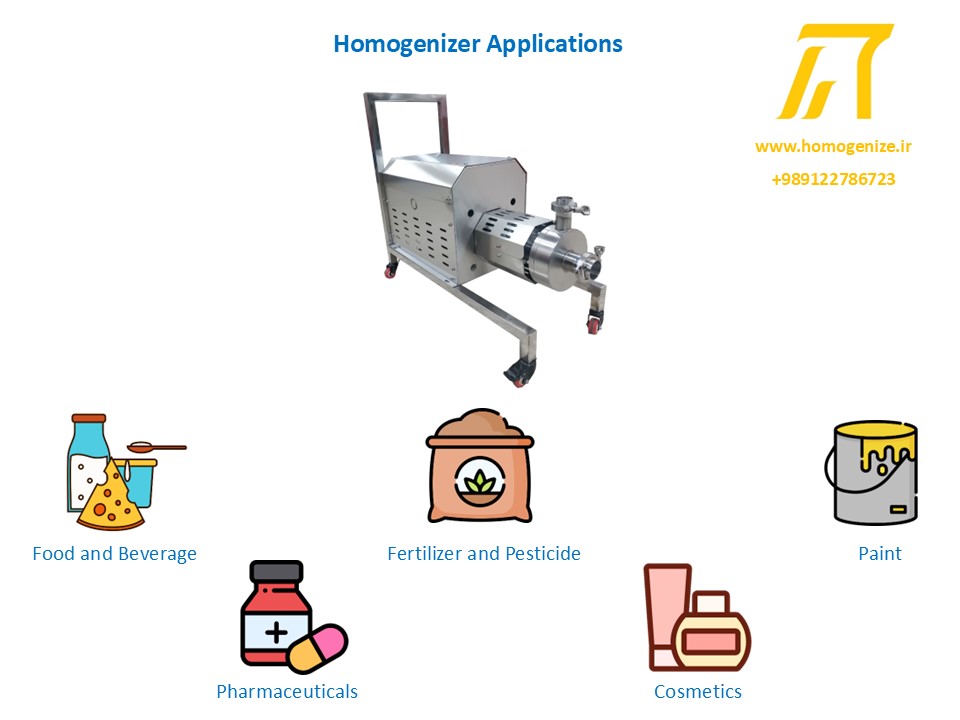
Homogenizer Common Industrial Applications
Homogenizers are used across a wide range of industries where product uniformity is critical.
Food Industry
- Milk homogenization
- Sauces and dressings
- Fruit beverages
- Ice cream
- Dairy products
Pharmaceutical Industry
- Drug suspensions
- Vaccine production
- Injectable formulations
- Lipid nanoparticles
Cosmetic Industry
- Creams
- Lotions
- Serums
- Sunscreens
- Makeup formulations
Chemical Industry
- Paints
- Coatings
- Adhesives
- Pigment dispersions
- Specialty chemicals
Advantages of Using a Homogenizer
Using a homogenizer provides several important benefits:
- Produces uniform particle size distribution
- Improves emulsion and suspension stability
- Enhances product appearance and texture
- Reduces sedimentation and phase separation
- Increases shelf life
- Improves ingredient dispersion
- Ensures consistent product quality
These advantages make homogenization an essential step in many modern manufacturing processes.
Homogenizer vs. Mixer
Although the terms are sometimes used interchangeably, a homogenizer and a mixer perform different functions.
A mixer combines ingredients into a single mixture but generally does not significantly reduce particle size. A homogenizer, on the other hand, is specifically designed to create fine and stable dispersions by applying high shear or high-pressure forces that dramatically reduce particle size.
For products requiring long-term stability and a smooth, uniform texture, homogenization is often the preferred solution.
Choosing the Right Homogenizer
Selecting the appropriate homogenizer pump depends on several factors, including product viscosity, desired particle size, production capacity, and industry requirements. Laboratory-scale equipment is suitable for research and formulation development, while industrial systems are designed for continuous, high-volume manufacturing.
Understanding your process requirements helps ensure optimal performance, energy efficiency, and product quality.
Conclusion
A homogenizer is a key piece of processing equipment for producing stable, high-quality emulsions, suspensions, and dispersions. By reducing particle size and creating a uniform distribution, homogenization improves product consistency, enhances stability, and supports efficient manufacturing across numerous industries.
Whether used in food production, pharmaceuticals, cosmetics, or chemical processing, the right homogenizer can significantly improve both product performance and production efficiency.
For more information contact us : +989122786723
info@homogenize.ir







